

서 론
채소 재배에 있어 공정육묘 생산방식의 채용은 수량 위주의 농업에서 고품질, 묘소질 위주의 생산방식으로의 전환이라 할 수 있다(Kang 등, 2008). 이러한 재배방식 의 전환으로 1997년 20ha 정도에 불과했던 육묘장면적 은 2010년 159ha로 공정육묘농가 수는 급격하게 증가 하고 있다(Park 등, 2011). 최근 고품질 모종을 생산하 기 위해 과채류에 대해 수행하고 있는 접목작업은 수확 량 증가, 신초생장 증진, 내병성증가 등 다양한 이유로 비중은 꾸준히 증가하고 있다(Kim과 Hwang, 2015). 이 러한 접목작업은 수박 99%, 참외 98%, 토마토 69%, 가지 41% 등으로 높은 비중을 차지하고 있고, 농가에서 구입하는 구입묘 기준으로는 토마토 묘가 93%로 가장 높은 비중을 차지하고 있다(NIHHS, 2013). 육묘장에서 접목작업은 전체 노동의 70~80%를 차지할 정도로 많은 노동력을 필요로 하는 작업이지만(Kang 등, 2005), 농 촌 노동력 부족 및 단순 반복 작업으로 인한 피로도 상 승 등으로 많은 어려움을 겪고 있다. 또한 최근에는 대 기오염 등의 이유로 토양소독제인 메틸브로마이드의 사 용이 선진국을 중심으로 2005년부터 단계적으로 금지됨 에 따라 접목에 대한 관심이 점차 확대되고 있으나, 국 내뿐만 아니라 외국의 경우도 접목인력 확보가 어려워 자동화에 대한 요구가 많은 실정이다. 농작업의 자동화 를 위한 연구개발은 대부분 과채류에 대한 수확부분을 중심으로 많은 부분에서 연구가 진행되어 왔으나(Ha와 Kim, 2014; Min 등, 2003; Chung과 No, 2009), 이외의 작업에 대해서는 다양하게 수행되지 않았다. 과채류의 접목작업에 대한 자동화 연구는 한국과 일본을 중심으 로 연구가 진행되었다. 일본에서는 박과작물을 대상으로 공급되는 접수와 대목에 대해 줄기 절단 및 클립을 이 용하여 접목하는 장치를 개발한 바 있다(Suzuki 등, 1995a, 1995b; Kobayashi와 Suzuki, 1996). 우리나라에 서는 경북대학교(Park 등, 1997)에서 삽접방식을 이용한 박과채소 반자동 접목시스템에 관한 메카니즘에 관한 연구를 수행한바 있고, 농촌진흥청을 중심으로 2000년 초반부터 합접방식을 채용한 박과 및 가지과에 대한 자 동 접목시스템에 관련된 연구개발을 수행한 바 있다 (Kang 등, 2008).
농촌진흥청 국립농업과학원에서 2008년에 개발된 과 채류 자동 접목시스템은 절단칼날이 회전하면서 줄기를 절단하는 방식으로 줄기를 절단할 때 줄기가 곡면으로 절단되어 접수와 대목의 절단면 사이에 공극이 발생함으 로써 접목 불량의 발생가능성에 대한 우려가 제기되고 있다. 또한, 과채류 자동 접목시스템이 실용화되어 농가 에서 이용과정에서 나타난 문제점이나 미흡한 부분을 해 결할 필요성이 대두되고 있다.
본 연구에서는 선행 연구에서 개발되어 보급된 접목시 스템의 보완사항으로 거론되는 모종의 줄기 절단부 및 정 밀 접목을 위한 모종의 공급부 개선을 위해 수행하였다.
재료 및 방법
1. 줄기 절단면 분석
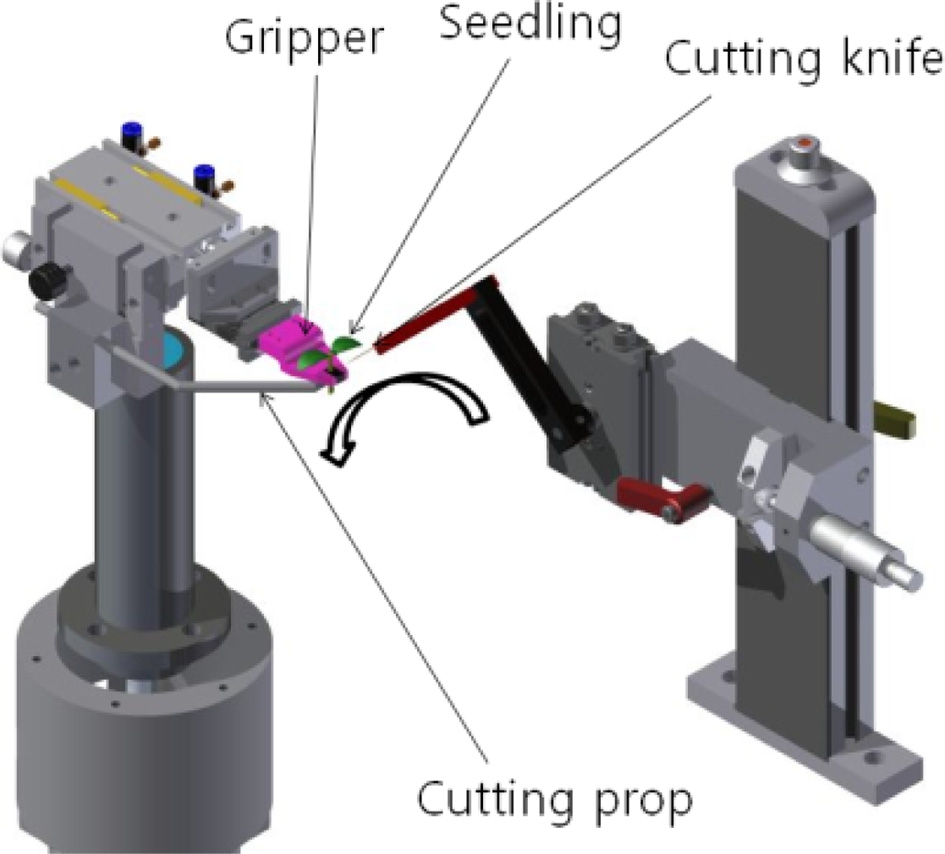
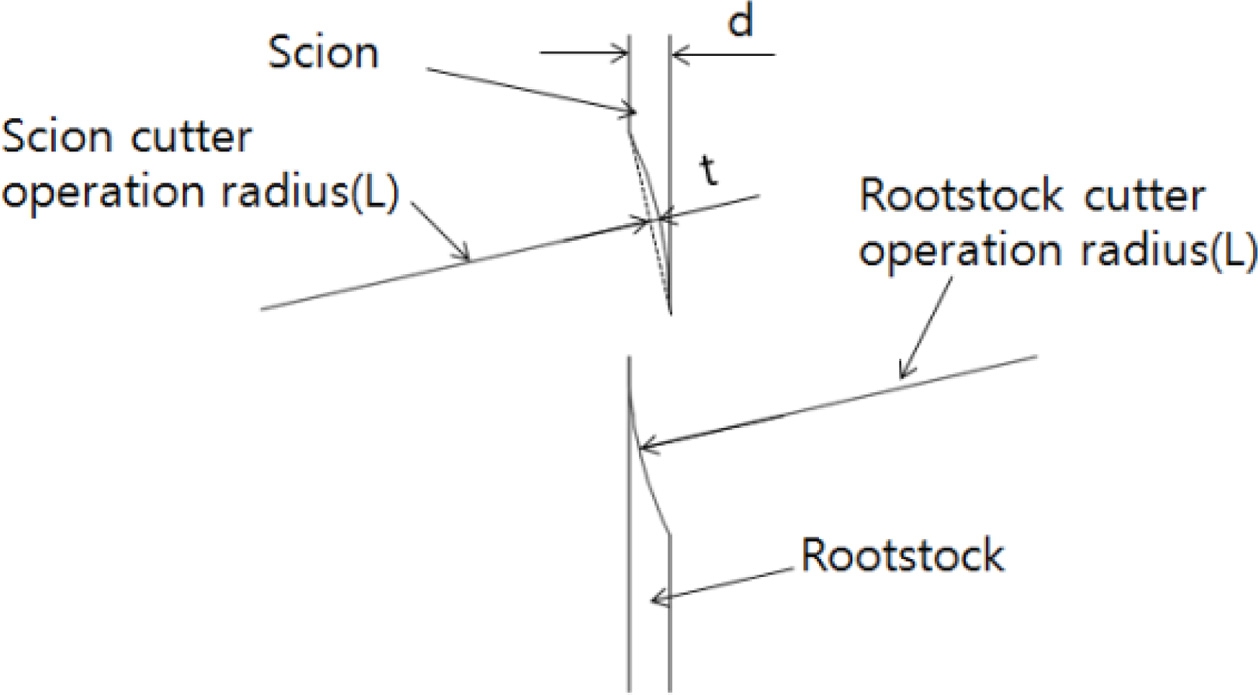
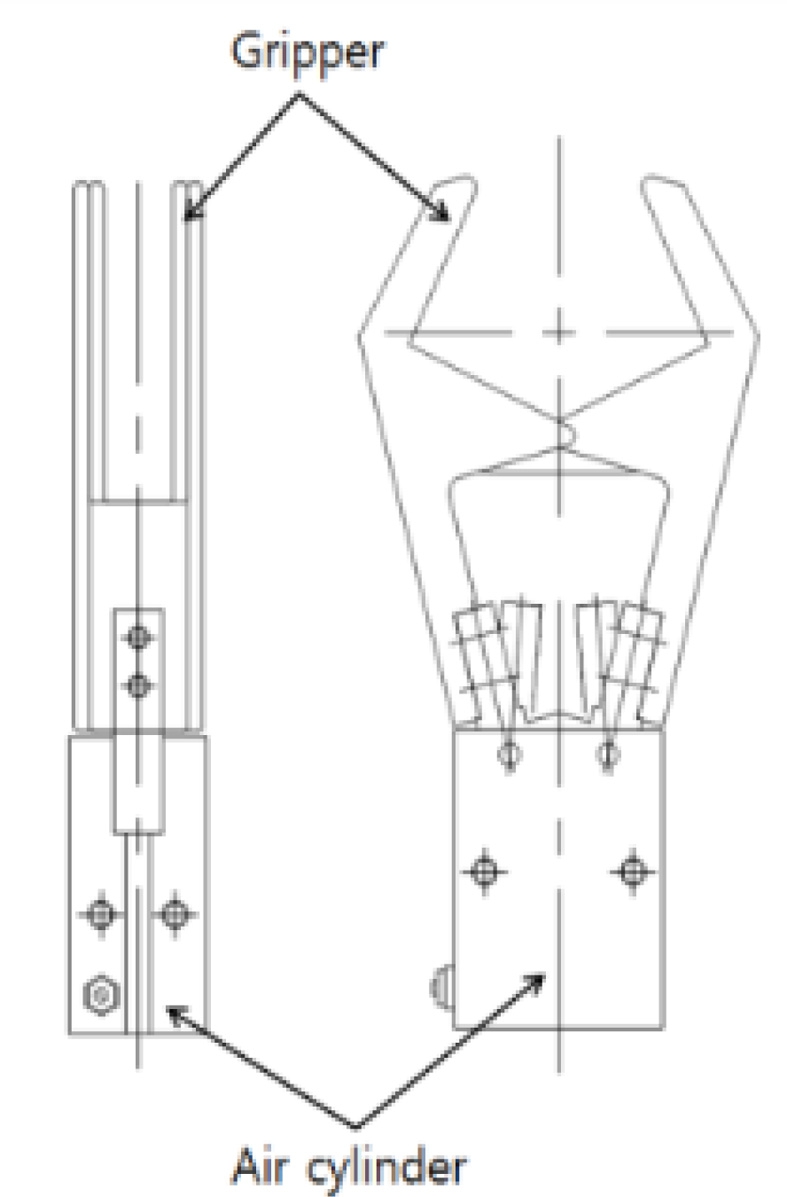
농촌진흥청에서 기 개발된 과채류 자동 접목시스템의 경우, 인력이 그립퍼에 모종을 공급한 후, 접수 및 대목 용 그립퍼가 90° 회전하면 줄기 절단용 칼날을 이용하여 묘의 줄기부를 절단한다. 이후 접수 및 대목 그립퍼는 90° 회전하여 자동으로 공급되는 집게에 의해 접수와 대 목을 접합된다. 과채류 자동 접목시스템에서 접수 및 대 목 줄기부 절단은 Fig. 1과 같이 회전하는 칼날의 작동 에 의한다. 줄기 절단칼날이 회전하면서 절단 할 경우 Fig. 2와 같이 줄기가 곡면으로 절단되어, 접수와 대목의 절단면 사이에 공극(Fig. 2의 ‘t’)이 발생하여 접목 불량 이 발생될 가능성에 대해 문제점으로 제기되었다. 따라 서 접수 및 대목 줄기부의 곡면 절단에 따른 공극을 계 산하여 불량 가능성에 대해 수치적인 접근을 수행하였고, 고속 카메라(HS4-C, Integrated Design Tools, Inc., USA)를 이용하여 절단될 때의 절단 단면을 검출하여 검 증작업을 수행하였다. 시험은 칼날이 줄기를 절단할 때 의 절단면을 검토하기 위하여 접목작업을 수행하는 작목 중 줄기의 경도가 상대적으로 큰 고추 품종에 대해 절 단 시험을 실시하였다.
2. 그립퍼 형상설계 시험
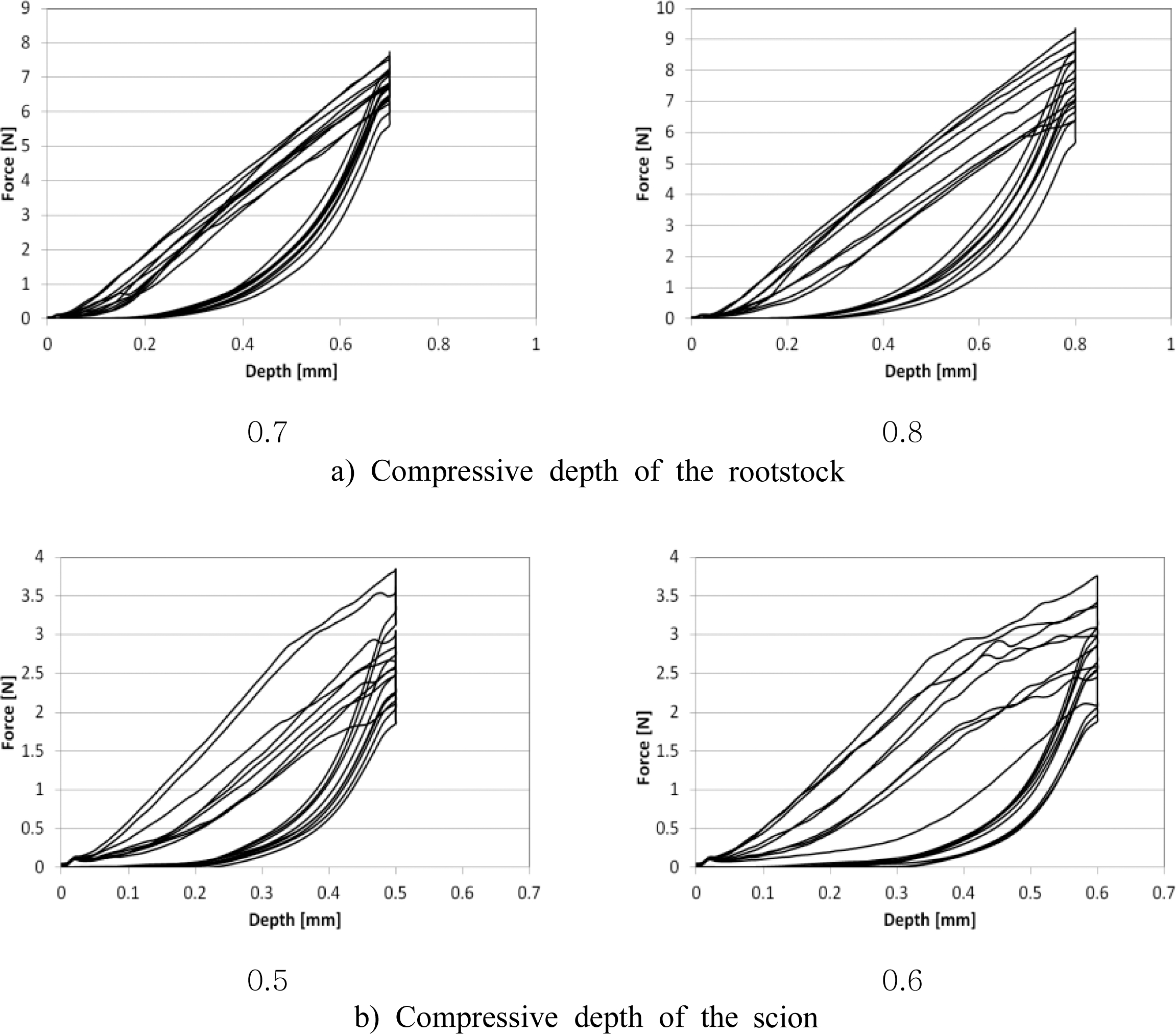
2.1. 줄기부 압축시험
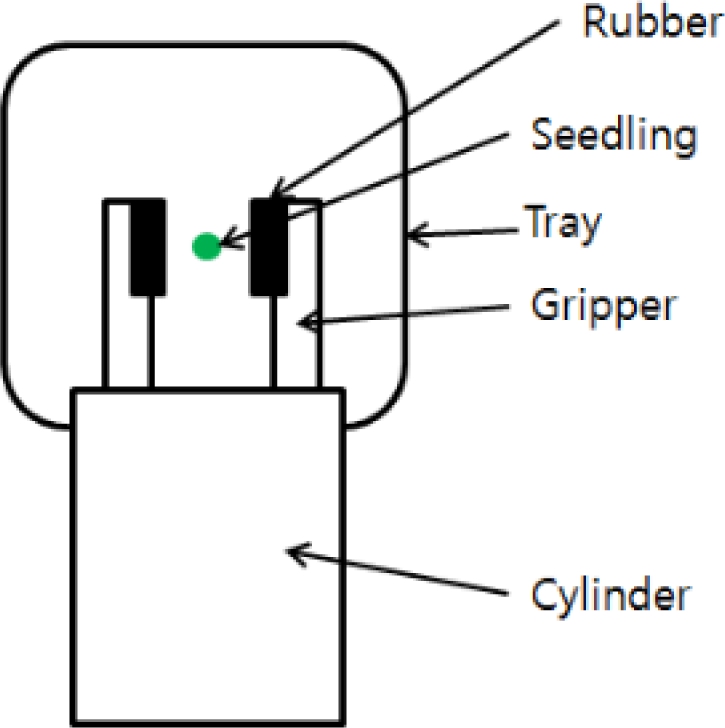
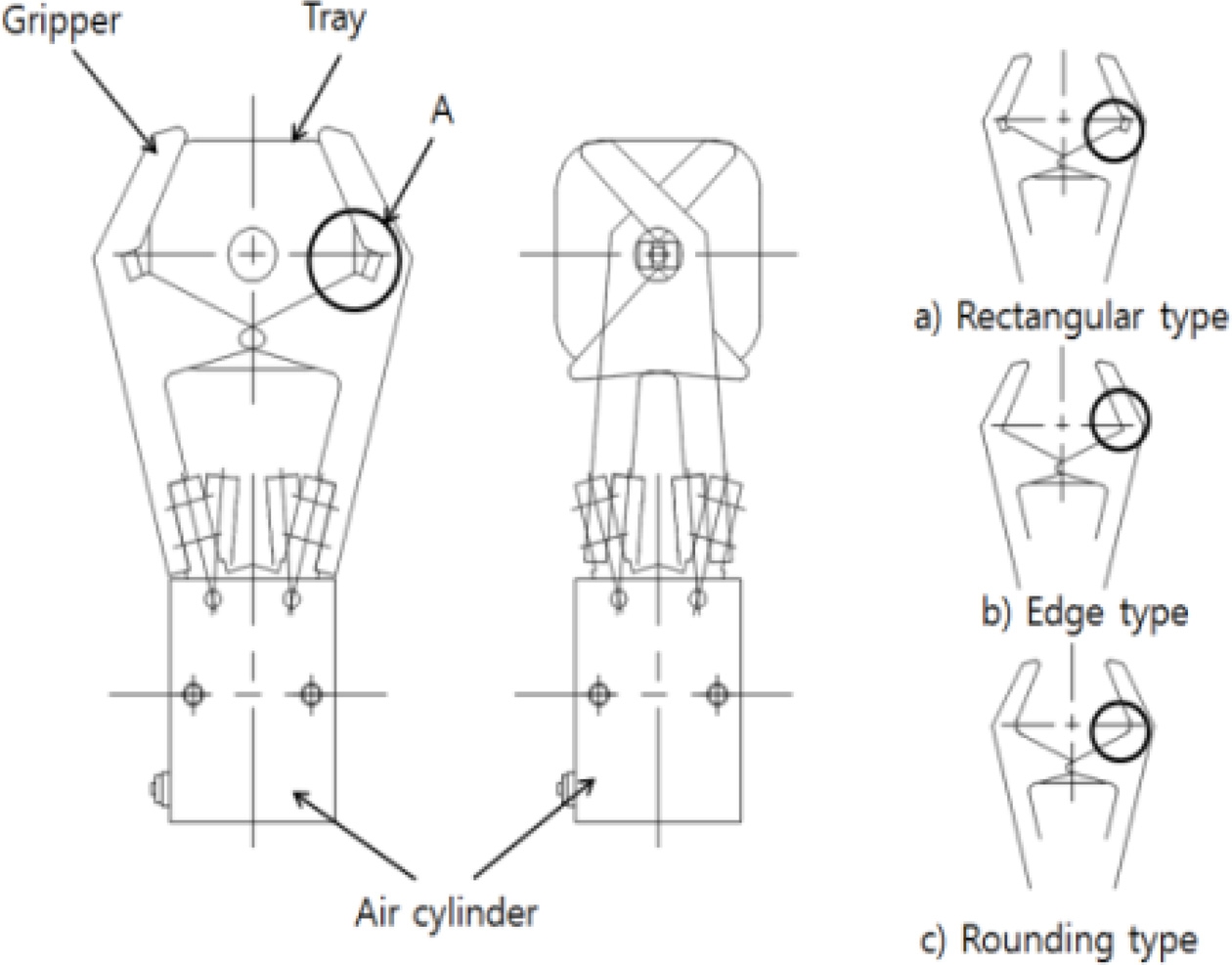
과채류 자동 접목시스템에 적용된 그립퍼는 Fig. 3과 같이 평면형상으로 줄기를 잡기 때문에 줄기가 휘었거나 모종을 공급하는 작업자의 실수로 인해 그립퍼가 줄기를 휘게 잡았을 경우, 접목할 때 접수와 대목의 절단면이 정확히 맞닿지 않아 접목 불량이 발생하게 된다. 또한 금속재질로 제작된 그립퍼가 줄기부분을 잡을 때 발생할 수 있는 줄기의 손상을 최소화하기 위해 부착한 고무의 압축력 차이로 인해 절단된 줄기가 맞붙지 않아 불량이 발생할 수도 있다. 따라서 그립퍼에 부착된 고무의 영향 을 최소화하기 위해서는 그립퍼 끝단의 고무두께를 최소 화 할 필요가 있다. 그립퍼의 완충부를 최소화하기 위해 서는 모종 줄기의 압축 정도에 따라 압축 후 줄기가 원 상태로 복원되어 줄기에 상처가 발생하지 않는 범위를 찾을 필요가 있다. 이러한 압축회복력을 측정하기 위해 물성측정기(TA-XT2i, Stable Micro System Ltd, England)를 이용하여, 파종 후 20일이 경과된 토마토 접 수 및 대목 모종에 대해 압축 깊이에 따라 줄기표면이 복원되는 범위를 측정하였다. 측정방법은 압축봉의 압축 깊이를 0.1mm씩 증가시키면서 줄기에 의한 반발력이 압축시작점에서 0이 되는 압축 깊이를 완전 복원으로 간주하여 시험을 실시하였다. 이때 압축봉의 직경은 1mm를 이용하였다.
2.2. 모종 줄기 휨 특성 측정
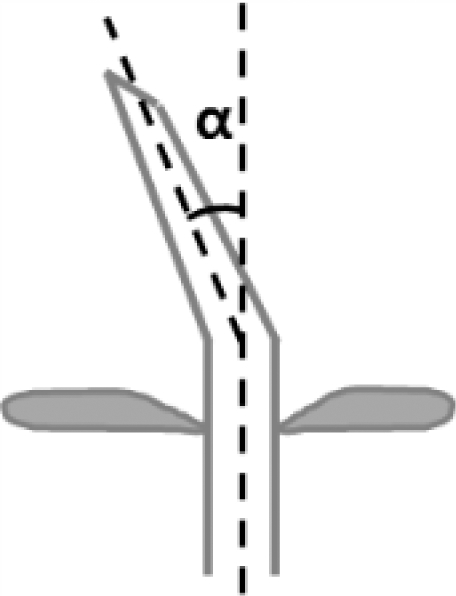
접목묘의 접수 및 대목은 육묘장 내에서 육묘되는 동 안 굴광성 등으로 인해 줄기부분에 휨이 발생하게 되어 접목 불량이 발생할 수 있다. 이러한 특성을 조사하여 그립퍼 설계에 이용하기 위하여 줄기의 휨각을(Fig. 4의 α) 조사하였다. 조사대상은 전북, 전남, 경북, 충남 지역 에 소재한 1개씩의 육묘장에서 육묘되고 있는 각 50개 의 토마토 대목 줄기에 대해 휨각을 조사하였다. 휨각은 영상 촬영 후 Auto CAD(Autodesk Inc. USA, version 2010)를 이용하여 휨각을 측정하였다.
2.3. 그립퍼 형상설계
접수와 대목의 줄기휨을 최대한 보정하고 줄기의 중심 이 그립퍼의 정중앙에 위치하기 위하여 Fig. 5와 같이 상하 2개씩으로 구성된 얇은 판으로 구성된 그립퍼를 고안하였다. 고안된 그립퍼는 줄기의 상부와 하부의 정 중앙을 잡을 수 있어 휨을 보정할 수 있는 것으로 사전 조사결과 분석되었다. 고안된 그립퍼의 형상 중 모종 줄 기와 맞닿는 부분의 최적형상을 구명하기 위하여 Fig. 6 과 같이 줄기와 접촉하는 부분의 핑거 형상이 다른 3가 지 유형의 그립퍼를 제작하여 모종을 잡았을 때 손상여 부와 줄기의 중앙부와 그립퍼의 중앙부의 일치 여부를 조 사하였다. 또한 그립퍼가 줄기를 잡았을 때 적정 거리를 구명하기 위하여 접수와 대목 줄기의 직경을 조사하였다. 조사는 전북, 전남, 경북, 충남 4지역의 육묘장 중 1곳씩 선정하여 토마토 모종에 대해 각 50개씩 측정하였다.
결과 및 고찰
1. 줄기 절단면 분석
대목 및 접수 절단칼날의 곡면 작동으로 인한 곡면절 단에 대한 수치적 계산을 위해 Fig. 7과 같이 도식화 하 고 수식으로 정리하면 절단각은 식 (1)을 이용하여 계산 할 수 있다.
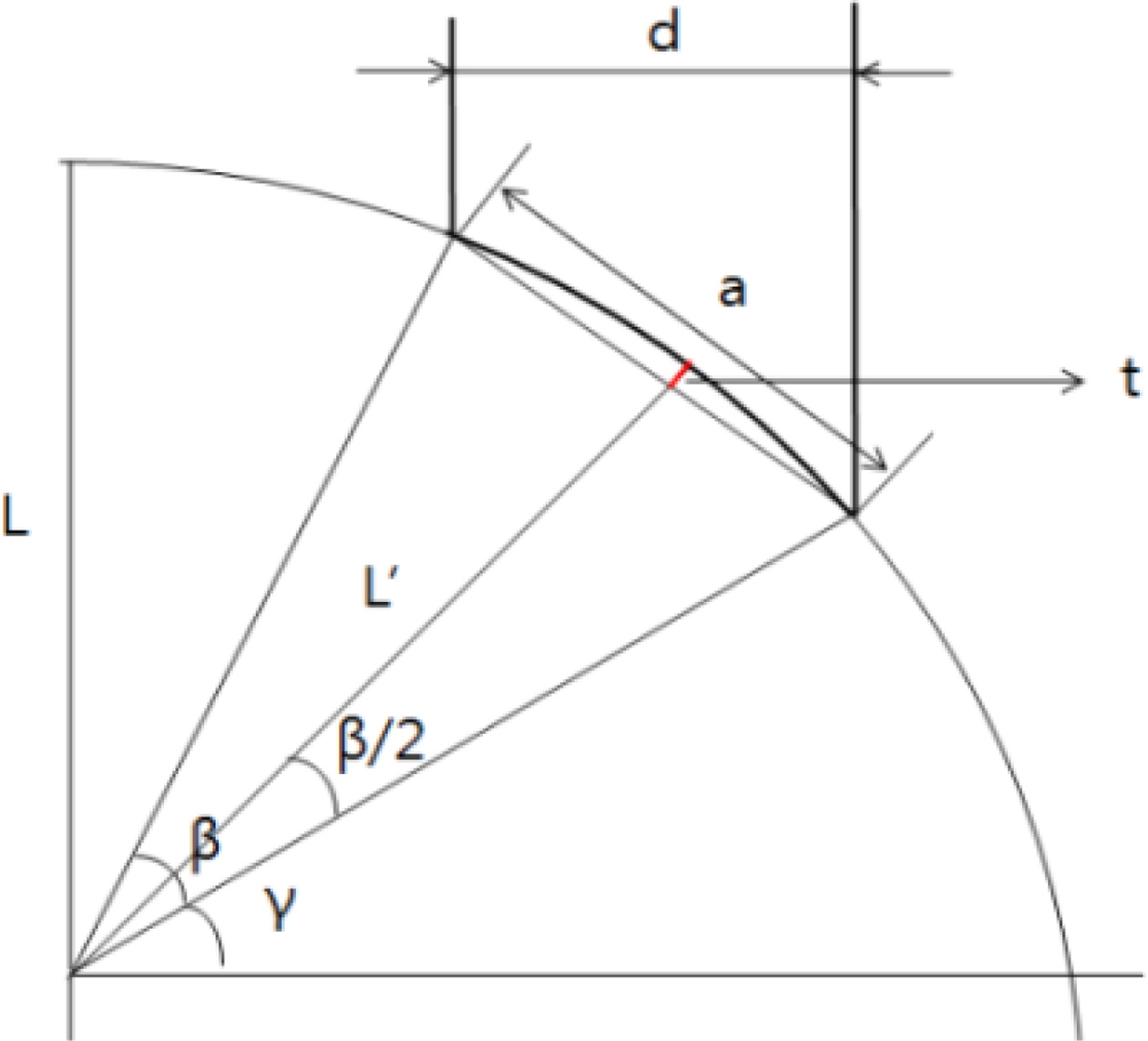
여기서, 접수 및 대목 모종의 줄기 직경(d)에 대해 칼날 회전반경의 중심에서 절단 칼날까지 거리인 칼날의 절단 반경(L), 절단 시 칼날이 정확한 위치를 절단하기 위해 줄기의 뒤쪽 절단 기준면까지의 각도(γ), 칼날에 의해 절 단되는 줄기의 시작점에서 끝점까지의 직선거리에 대한 절단각도(β)이다.
이 절단각도를 이용하여 칼날이 회전으로 인해 발생하 는 줄기의 절단깊이(Fig. 7의 t)는 식 (2)를 이용하여 계 산할 수 있다.
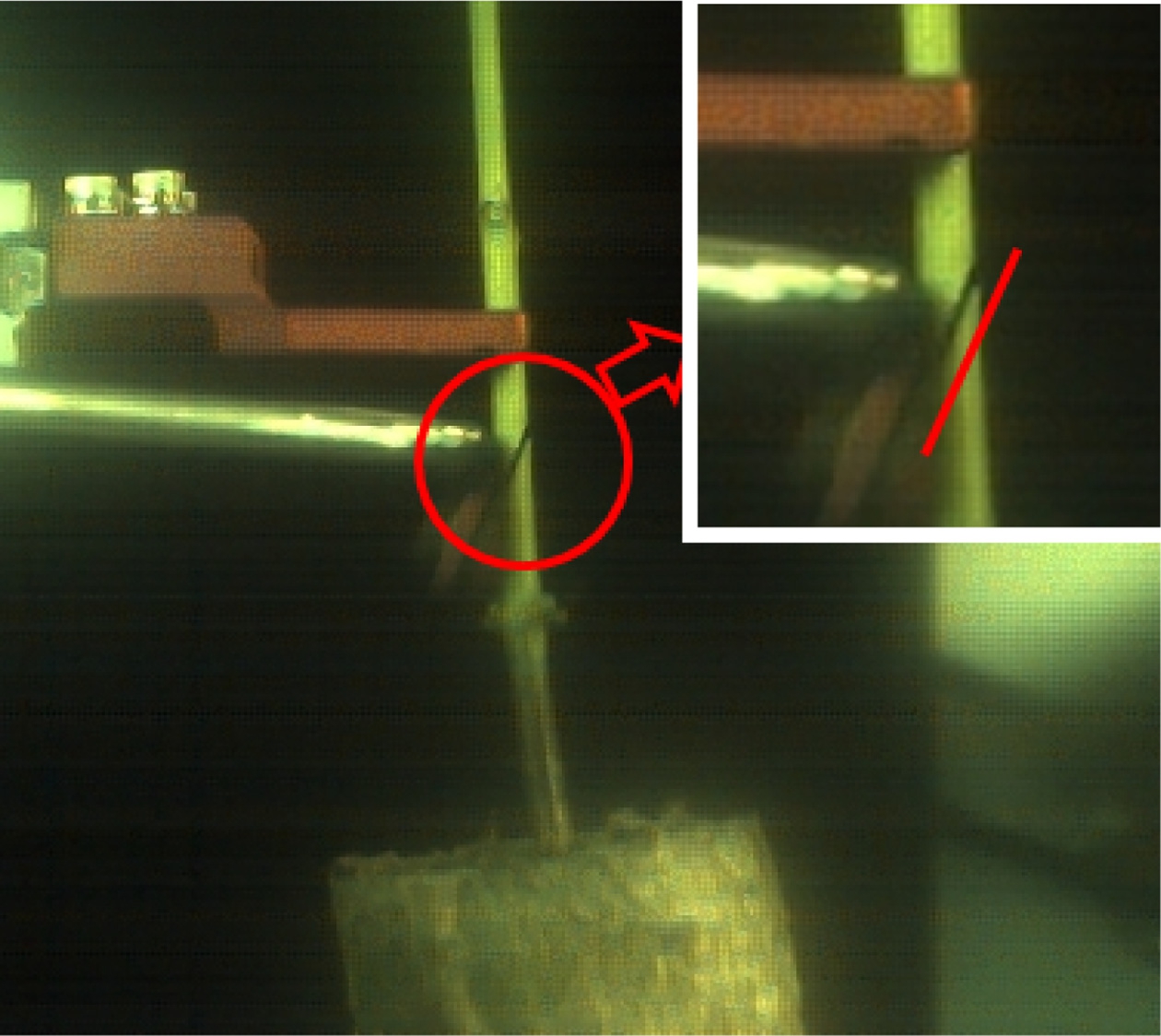
식(2)를 이용하여 접목 절단각각도 45도, 토마토 모종에 대해 조사한 접수 줄기의 평균 직경인 2mm에서 5mm 사 이의 줄기에 대해 깊이를 계산한 결과는 Table 1과 같다. 칼날의 회전반경(Fig. 2의 ‘r’)이 50mm일 때 가장 직경이 큰 5mm 일 때에도 깊이는 0.11mm인 것으로 계산되었다. 이를 검증하기 위하여 고속카메라를 이용하여 절단부를 측 정한 결과는 Fig. 8과 같다. Fig. 8과 같이 칼날이 회전하 여 줄기를 절단할 경우에도 줄기 절단면은 계산된 값과 같 이 직선으로 절단되어 이로 인해 접목 불량이 발생하지 않 을 것으로 나타났다. 따라서 접목시스템에서 줄기 절단부 는 접수 및 대목 모종의 품종에 관계없이 곡면으로 절단되 는 문제를 해결할 수 있을 것으로 사료되며, 박과의 경우 편엽을 남기고 절단하는 특성 상 정확한 부위의 절단을 위 해 직선절단을 채택하는 것도 적절할 것으로 사료된다.
2. 그립퍼 형상설계
2.1. 줄기부 압축시험
그립퍼의 형상에 따른 묘의 손상 최소화하기 위하여 실 시한 묘의 압축시험 결과는 Fig. 9와 같다. 시험에 이용된 토마토 모종 중 대목의 경우, 압축 깊이가 약 0.8mm 이상 일 경우 줄기 표면이 복원되지 않는 것으로 조사되었고, 접수는 0.6mm이상의 범위에서 줄기부가 압축 될 경우 이 전 형상으로 완전히 복원되지 않는 것으로 조사되었다. 따 라서 접수와 대목의 그립퍼 형상 설계 시 그립퍼간 간격 도 고려하여 설계하여야 할 것으로 사료된다.
2.2. 모종 줄기 휨 특성
평면 그립퍼를 이용할 경우에 발생할 수 있는 접목불 량의 이유 중 하나인 줄기의 휨(Fig. 4의 α)을 조사한 결과는 Table 2와 같다. 비교적 휨각이 작은 충남지역의 경우는 종자를 산파하여 발아 및 일정수준까지 육묘한 후, 육묘상자에 이식하여 육묘를 한다. 따라서 광에 의 해 줄기가 휘기 쉬운 생육초기에 이식을 통해 휜 줄기 를 보완하였기 때문인 것으로 조사되었다. 그러나 이식 작업을 수행하지 않는 일반 육묘장의 경우 측정결과 줄 기의 휨이 평균 10도 전후인 것으로 조사되었다. 이는 줄기의 직경이 3mm 내외인 모종 줄기의 직경을 고려하 면 접목장치의 그립퍼로부터 돌출한 줄기가 5mm로 가 정할 때 모종 줄기의 휨으로 인해 발생할 수 있는 휨이 약 0.9mm로 계산된다. 이는 접수와 대목의 휨을 최대로 고려했을 때 1.8mm 까지 휘어 접목불량이 발생할 가능 성이 있으므로 이를 보완하기 위한 추가 연구가 필요한 것으로 사료된다.
2.3. 그립퍼 형상 구명
핑거의 형상에 따른 최적 그립퍼 형상시험 결과 사각 핑거 형상(Fig. 6의 ‘a’)은 사각형상부에 실리콘 등 무른 재질의 물질을 넣어야 하므로 정확한 중심을 유지하기 힘들었으며, 라운딩핑거 형상(Fig. 6의 ‘b’)은 그립부가 곡면을 이루면서 상하로 약 1mm 이상의 오차가 발생하 는 것으로 조사되었다. 모서리핑거 형상(Fig. 6의 ‘c’)은 핑거간 거리 조정을 통해 정확한 중앙점을 잡을 수 있 는 것으로 조사되었다. 따라서 최적의 그립부의 형상은 모서리핑거 형식을 채용하는 것이 적당할 것으로 사료된 다. 또한 Table 3과 같이 접목할 시기가 된 모종 줄기의 직경은 대목의 경우 약 3.3mm, 접수의 경우 2.5mm로 조사되었다. 이러한 생육결과를 핑거간 거리에 적용하면 줄기를 잡았을 때 핑거간 거리는 접수와 대목에 대해 각각 2.5mm와 3.0mm로 설정하고 신축성 있는 재질을 이용하여 1mm 두께로 코팅을 하면 대부분의 모종 줄기 를 상처 없이 잡을 수 있을 것으로 사료된다.
